



Berührungslose Temperaturmesstechnik optimiert die Qualität bei der Flachglasveredelung
Bei der Herstellung von Einscheiben-Sicherheitsglas (ESG), Verbundscheiben-Sicherheitsglas (VSG) und anderen Weiterverarbeitungen von Floatglas spielt berührungslose Temperaturmesstechnik eine wichtige Rolle. Angepasst an die unterschiedlichen Prozesse und Temperaturbereiche können sowohl punktmessende Infrarot-Thermometer als auch flächenmessende Wärmebildkameras eingesetzt werden (s. auch unsere Glasapplikationsbroschüre „Berührungslose Temperaturmessung Glasindustrie“). Bei der Kontrolle von Glasscheiben, die auf Transportbändern bewegt werden, gehört das Linienscannen mittels einer IR-Kamera mittlerweile zum Stand der Technik.
Bei der Temperaturmessung an Glas mit Infrarotmessgeräten wie Wärmebildkameras und Pyrometern ist zu beachten, dass sowohl Transmission als auch Reflexion großen Einfluss haben. (IR basics brochure) . Je nach Auswahl der Wellenlänge des Sensors, kann man die Temperatur auf oder im Glas bzw. durch ein Glas hindurch messen. Als Ergänzung zu ihren IR-Thermometern hat die Optris GmbH pünktlich zur glasstec 2014 eine “Glaskamera” auf den Markt gebracht. Das neue Produkt mit einem 7,9-µm-Filter, das speziell für Anwendungen in der Glasindustrie konzipiert ist, heißt optris PI 450 G7.
Temperatur ist bei der Glasveredelung eine kritische Größe, so müssen bei der Herstellung von VSG im Laminierraum, im Verbundofen und letztendlich im Autoklav bestimmte und homogene Temperaturwerte eingehalten werden, um eine qualitativ hochwertige Scheibe zu erhalten. Beim VSG ist es jedoch nicht primär die Temperatur der Scheibe, sondern der innenliegenden Folie von besonderer Bedeutung. Während der Laminierprozess, bei dem die Folie zwischen die beiden Flachglasscheiben gelegt wird, in einem klimatisierten Reinraum stattfindet, wird es bei den weiteren Prozessen deutlich heißer und kritischer. Da die Temperatur im Autoklaven, also beim letzten Prozessschritt zur Fertigung der VSG-Tafel, nach dem heutigen Stand der Technik nicht mit berührungsloser IR-Messtechnik kontrolliert werden kann, liegt der Fokus auf der Messung beim Vorverbundofen.

Im Vorverbundofen wird mittels Infrarotstrahlern die Folie zwischen den Gläsern so erhitzt, dass sie in den adhäsiven Bereich kommt. Um sicher zu stellen, dass der Großteil der abgegebenen Energie nur in die Folie und nicht in die Scheiben geht, wird das „Glas-Folie-Glas-Sandwich“ mit einer Wellenlänge zwischen 1,5 µm und 3 µm bestrahlt, der Absorptionswellenlänge der Folie. Die zu erreichende Optimal-Temperatur hängt dabei von drei Faktoren ab: Qualität der Folie, Stärke der Folie und Stärke des Glases. Direkt beim Austritt des Vorverbunds aus dem Heizofen wird das Glas gemessen, um auf die Temperatur der Folie schließen zu können. Temperaturabweichungen innerhalb des Glases führen über das Prozessleitsystem vollautomatisiert zu einer Anpassung der Infrarotstrahler. Sinnvoll ist hier der Einsatz von Linescannern. Ein Linescanner erfasst das Temperaturprofil über die gesamte Querfläche und stellt diesen über die Zeit als Falschfarbenbild dar. Am Markt sind aktuell zwei Systeme zu erhalten: Zum einen werden Linescanner mit einem eingebauten Infrarot-Thermometer, das über einen rotierenden Spiegel die einzelnen Messpunkte erfasst, genutzt. Alternativ wird eine Wärmebildkamera eingesetzt. Hierbei wird eine Zeile ausgewählt und diese über die Zeit als Falschfarbenbild dargestellt. Der Vorteil der sich aus dem Einsatz der Wärmebildkamera als Linescanner ergibt, liegt sowohl in der höheren Prozessstabilität als auch bei den deutlich geringeren Anschaffungspreisen. Es kann auf den Großteil mechanisch bewegter Teile verzichtet werden, da im Gegensatz zum klassischen Linescanner kein rotierender Spiegel benötigt wird. Ein weiterer Vorteil der Infrarotkameratechnik liegt im gleichzeitigen Erfassen aller Bildpunkte einer jeden Bildzeile. Da Wärmebildkameras für Industrieanwendungen in großen Stückzahlen eingesetzt werden, lassen sich diese durch den Einsatz modernster Anlagen sehr kostengünstig auf höchstem technischem Niveau herstellen. Beim Einsatz der Kamera lassen sich – je nach Optris-Modell – Kostenvorteile von bis zu 10.000 € gegenüber vergleichbaren Pyrometerscannern erzielen. Die zu den Kameramodellen mitgelieferte Software ist sehr flexibel und einfach auf individuelle Bedürfnisse anpassbar.
Weitere Anwendungen
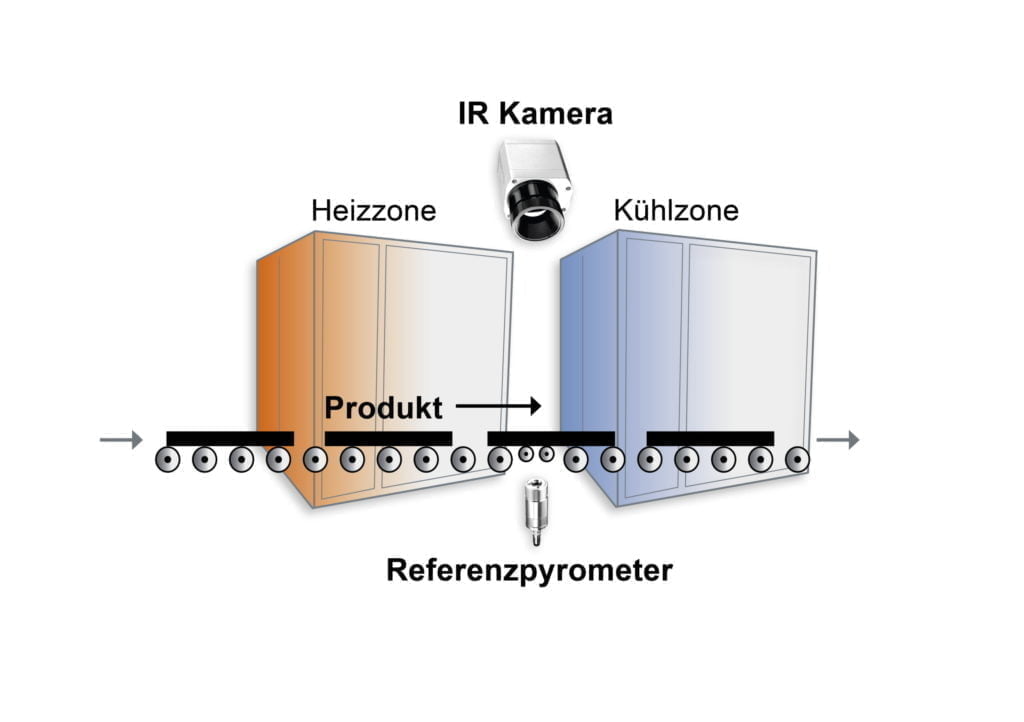
Heiz- und Kühlzone bei ESG-Produktion ebenfalls mit Temperaturmesstechnik
Bei der Herstellung von ESG ist die Linescan-Technik ebenso wichtig und anwendbar. Das Floatglas wird in einer Heizzone mittels Infrarotstrahlern auf eine Temperatur von über 600 °C erhitzt, um es dann in der Kühlzone einem sog. Thermoschock zu unterziehen. Ziel ist es, im Glas Spannungen zu erzeugen, die es langfristig robuster und wärmebeständiger machen Damit das Thermoschockverfahren auch funktioniert, ist die Kontrolle der Glastemperatur und der Temperaturverteilung zwischen den beiden Zonen von entscheidender Bedeutung für die Qualität des Produktes. Verlässt das Glas die Heizzone nicht mit der passenden Temperatur, verfehlt das Abkühlen seine Wirkung mit der Folge, dass das veredelte Glas entweder gar nicht mehr zu gebrauchen ist oder mit minderer Qualität zu einem niedrigeren Preis verkauft werden muss. Ist die Temperaturverteilung inhomogen, treten Querspannungen auf und das somit behandelte ESG weist erhöhte Bruchanfälligkeit auf.
Temperaturmanagement wesentlicher Faktor
Zur Sicherstellung der Endproduktqualität von Einscheibensicherheitsglas und Verbundscheibensicherheitsglas ist Temperaturmanagement ein wesentlicher Faktor. Der Linescan-Mode ist einer Punktmessung oftmals vorzuziehen. Der heutige Stand der Technik ermöglicht eine einwandfreie, vielseitige und kostengünstige Lösung mit Infrarotkameras. Durch die maßgeschneiderten Zubehörteile können die Messgeräte auch in heißen Umgebungen und bei schnellen Prozessen eingesetzt werden.
Weitere Unterstützung und Informationen
Kontakt für Beratung und Verkauf weltweit
Wir bieten umfassende Beratung für Ihre individuellen Anwendungen
Unsere erfahrenen Anwendungstechniker sorgen für eine kompetente und zuverlässige Kundenbetreuung vor Ort. Darüber hinaus arbeitet Optris eng mit zahlreichen Vertriebspartnern weltweit zusammen.
International
Ferdinand-Buisson-Str. 14
13127 Berlin, Deutschland
Phone: +49 30 500 197-0
E-Mail: sales@optris.com
Internet: www.optris.com
Geschäftsführer:
Dr.-Ing. Ulrich Kienitz
